1. Общие положения.
Стык представляет собой конструкцию, состоящую из неразъемной полиэтиленовой муфты увеличенного диаметра, усаженной при тепловой обработке до диаметра ПЭ оболочки. Муфта приваривается к оболочке с помощью термоапликатора, таким образом осуществляется герметизация стыка и его соединение с ПЭ трубой. Для создания теплоизоляционного слоя в полость стыка между муфтой и стальной трубой заливаются тщательно перемешанные и дозированные компоненты ППУ.
2. УСЛОВИЯ ПРОИЗВОДСТВА РАБОТ
Работы по тепло-гидроизоляции стыковых соединений должны производиться специально обученным персоналом.
ЗАПРЕЩАЕТСЯ:
- Производство работ по изоляции стыков при температуре ниже -15°С.
- Производить работы по изоляции несоосных стыков с углом несоосности более 5 градусов;
- Производить работы во время выпадения осадков без временного укрытия (тент, палатки, зонт).
3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ.
3.1 ПОДГОТОВКА СТЫКА К ЗАДЕЛКЕ.
- Очистить от грязи, при необходимости промыть водой и просушить газовой горелкой поверхность полиэтиленовой оболочки, чтобы муфту можно было перемещать по чистой поверхности.
- Газовой горелкой просушить металлическую трубу и торцы изоляции от влаги.
ВНИМАНИЕ:
- При наличии влажного ППУ произвести полное его удаление до сухого по всей окружности трубы.
3.2 МОНТАЖ ПРОВОДНИКОВ СИСТЕМЫ ОДК.
- Зафиксировать провода на стыке с помощью стоек и ленты скотч.
- Зачистить провода СОДК наждачной бумагой до металлического блеска.
- Вставить провода в соединительную муфту навстречу друг другу, так чтобы их концы выходили с противоположных сторон. Произвести натяжение проводов таким образом, чтобы проводники по всей длине стыка отклонялись от своей осевой не более чем на 5 мм.
- Обжать среднюю часть муфты с вставленными проводами специальным инструментом.
- Провести испытание на прочность, потянув рукой соединённые провода.
Обрезать лишние провода на расстоянии 2-10мм. от краев соединительной муфты.
Нанести по краям соединительной муфты флюс нейтральный (например, ЛТИ-120).
Произвести пайку проводов, для этого:
- Пропаять соединительную муфту с проводами, нагревая её специальной газовой горелкой и одновременно подавая необходимое количество припоя на обаконца соединительной муфты. После остывания соединения произвести визуальный контроль пайки (припой должен равномерно смочить муфту и провода), при необходимости повторить пайку.
4. МОНТАЖ МУФТЫ НА СТЫК.
- Распаковать муфту.
- В случае загрязнения внутренней поверхности муфты произвести очистку от грязи.
- Надвинуть муфту на центр стыка.
- Обозначить маркером края муфты.
- Зачистить крупнозернистой наждачной лентой края муфты с внутренней стороны на глубину 100÷150 мм и поверхности оболочек с обеих сторон от отметки, обозначенной маркером до края оболочки.
- Протереть зачищенные поверхности ветошью, смоченной растворителем для удаления продуктов зачистки.
- Сдвинуть муфту на 450-500 мм в сторону от стыка, обращая внимание на то, чтобы подготовленные поверхности не подверглись загрязнению.
- Отрезать от рулона термоклея (ширина-40 мм, толщина-2,5 мм ) 2 полосы, соответствующие по длине данному диаметру стыка, где Д диаметр полиэтиленовой оболочки, L – длина полосы термоклея.
L=3,14Д+4 мм.
- Нагреть пламенем газовой горелки поверхность ПЭ трубы в месте установки термоклея до температуры 80 -100оС. Контроль прогрева осуществлять кусочком термоклея, периодически прикладывая его к прогреваемой поверхности. Если клей расплавляется, прогрев достаточный. Контроль осуществлять произвольно в нескольких точках, но с обязательным контролем нижних и боковых поверхностей.
- Установить термоклей согласно рисунку:
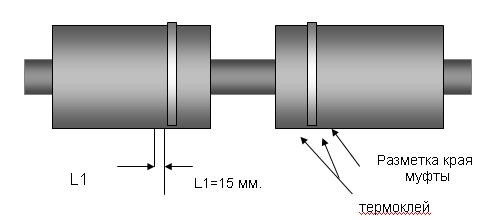
- Подогревая полоску термоклея с внутренней стороны до начала плавления, с небольшим усилием установить его на полиэтиленовую оболочку. После установки аппликатора надвинуть муфту, сориентировав этикетку на 1 час таким образом, чтобы внутренняя поверхность муфты не касалась термоклея .
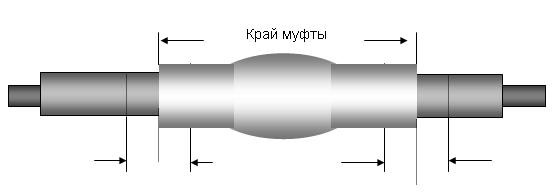
- Произвести усадку, нагревая попеременно оба конца муфты. Стремиться к равномерному прогреву каждой стороны муфты по всей ее окружности, направляя пламя горелки, как на внешнюю поверхность муфты, так и под её края для активации внутренних поверхностей и наиболее равномерному расплавлению термоклея, не допуская перегрева. После начала усадки муфты при необходимости снизить интенсивность ее прогрева.
ЗАПРЕЩАЕТСЯ:
- Перегревать муфту. Перегрев сопровождается появлением глянцевого сизого блеска на поверхности муфты и приводит к потере прочностных характеристик полиэтилена в перегретой области.
- Произвести визуальный контроль усадки муфты по всей окружности.
ВНИМАНИЕ:
- Усадка считается законченной, если по всей окружности муфты на расстоянии 200 мм от края зазор между муфтой и оболочкой отсутствует. Расплавленный клей выступил из под краёв усаженной муфты.
5. ЗАЛИВКА СТЫКА.
- Произвести контроль герметичности стыка опрессовкой воздухом с избыточным давлением 0,5 бар, для этого рассверлить в верхней части муфты отверстие диаметром 25мм в 10 см от центра муфты для малых диаметров оболочки (до 315 мм) и 15 см для больших диаметров.
- Установить в отверстии опрессовочное устройство с манометром и произвести нагнетание воздуха в стык компрессором 0,5 бар.
- Нанести в избытке мыльный раствор по краям муфты по всему периметру оболочки.
- Стык считается прошедшим опрессовку, если отсутствуют пузыри по краям муфты.
- Просверлить ещё одно отверстие симметричное первому.
- Температура компонента непосредственно перед перемешиванием должна быть 18-24°С.
- Смешивание компонентов для заливки стыков до Æ315 мм:
- Вылить содержимое контейнера с изоционатом в контейнер с полиолом, завернуть крышку и энергичным встряхиванием смесительного контейнера в течении 20-30 сек. произвести смешивание компонентов.
- Смешивание компонентов для заливки стыков от Æ400 мм и более:
- Вылить в емкость для смешивания сначала содержимое контейнера с полиолом, затем контейнера с изоцианатом. Перемешивать до однородной массы в течении 20-30 сек. при помощи электрической дрели со специальной смесительной насадкой на максимально возможных оборотах.
- Залить однородную смесь компонентов в стык и ввернуть заглушки в отверстия.
- Просверлить второе отверстие, симметричное первому (После опрессовки).
- После затвердевания пены отверстия почистить и обработать конической фрезой.
- Не ранее, чем через 30 мин. после окончания заливки заварить отверстия ПЭ пробками. Для этого установить на инструменте для заварки пробок температуру 240°С. Вдавливать конусную часть инструмента в отверстие муфты, нажимая на пробку, вставленную во внутренний конус на противоположной стороне инструмента, используя, держатель пробки. Когда основание конуса инструмента достигнет поверхности муфты, ослабить давление » 10 секунд. После этого вынуть инструмент и вдавить в отверстие муфты пробку. Удерживать пробку под давлением в течение » 20 секунд.
- Правильно установленная пробка не должна выступать поверх полиэтиленовой оболочки более 2 мм.